قیمت میلگرد و تیرآهن به پایینترین سطح خود در چند ماه گذشته سقوط کرده و نگرانیها را در مورد آینده این بازار افزایش داده است. در این میان، برخی کارشناسان معتقدند که قیمتها ممکن است به کاهش خود ادامه دهند، در حالی که برخی دیگر معتقدند که بازار به زودی به ثبات خواهد رسید...
آهن پرایس: روز گذشته به دنبال نوسانات نرخ دلار بین دو کانال 60 و 61 هزار تومان قیمت آهن آلات نیز نوسانات متعددی را تجربه کرد به طوری که قیمتها به کمترین میزان خود در چند ماه گذشته رسید.
به این صورت که قیمت میلگرد در برخی کارخانهها ثابت ماند، اما برخی دیگر کاهش 50 تا 200 تومانی را تجربه کردند. قیمت میلگرد نیشابور به کف قیمت میلگرد بازار که در کانال 25.500 تومانی قرار دارد نزدیک شده است و فاصله هزار تومانی دارد در واقع هر کیلو میلگرد نیشابور 26.410 تومان معامله میشود.
قیمت میلگرد 16 ذوب آهن که درحال حاضر 27.500 تومان اعلام میشود در ابتدای اسفند سال گذشته نیز در همین کانال قیمتی معامله میشد درحالی که در نیمههای فروردین قیمت این محصول از کانال 30 هزار تومان هم عبور کرد؛ قیمت میلگرد امیرکبیر هم 26.800 تومان اعلام شد.
اکثر کارخانههای تیرآهن قیمت ثابتی داشتند، به جز قیمت تیرآهن ذوب آهن اصفهان و فولاد یزد که 10 تا 70 هزار تومان کاهش داشتند.
قیمت روز ورق سیاه st37 و st52 در فولاد مبارکه و کاویان 100 تا 700 تومان ارزانتر شد، اما قیمت محصولات اکسین ثابت ماند؛ همچنین قیمت ورق آلومینیوم، قیمت ورق گالوانیزه و روغنی در اکثر کارخانهها 500 تومان کاهش داشتند.

قیمت پروفیل ساختمانی، قیمت پروفیل سبک، قیمت پروفیل در و پنجره و سایر قوطی پروفیلها در برخی کارخانهها ثابت بود، اما برخی دیگر 100 تا 500 تومان ارزانتر فروختند. به همین ترتیب قیمت لوله آهنی، قیمت لوله داربستی و سایر لولههای درزدار و بودن درز در اکثر کارخانهها ثابت ماند.
قیمت پروفیل جهان ضخامت 2 میل 46 هزار تومان به فروش میرسد، در ابتدای اسفند سال گذشته هر کیلو از این محصول 45 هزار تومان اعلام شد و در اوایل سال جاری هم از کانال 48 هزار توموانی عبور کرد در واقع قیمت هر کیلو پروفیل در یک ماه گذشته بین 2 تا 3 هزار تومان کاهش یافته است.
اکثر تولیدکنندگان قیمت روز نبشی و ناودانی را ثابت اعلام کردند، اما قیمت نبشی نستا و منظومه 200 تومان افزایش داشت.
آنطور که از نوسانات بازار آهن برمیآید قیمت میلگرد و تیرآهن به پایینترین سطح خود در چند ماه گذشته بازگشته است؛ به این صورت که میلگرد به قیمت 25500 تومان و تیرآهن به قیمت 30.000 تومان معامله شد درحالی که این ارقام آخرین بار در زمستان 1402 دیده شده بود.

عوامل متعددی در این افت قیمت نقش داشتهاند که از جمله آنها میتوان به کاهش تقاضا به دلیل رکود اقتصادی، افزایش عرضه به دلیل واردات و تولید داخلی و کاهش قیمت جهانی فولاد اشاره کرد.
با توجه به این افت قیمت، پرسش مهمی که مطرح میشود این است که آیا بازار باید منتظر کفهای قیمتی جدید باشد یا به ثبات نسبی رسیده است؟ درواقع باید گفت پاسخ قطعی برای این سوال وجود ندارد؛ برخی کارشناسان معتقدند که قیمتها ممکن است به کاهش خود ادامه دهند، در حالی که برخی دیگر معتقدند که بازار به زودی به ثبات خواهد رسید.
عوامل متعددی وجود دارد که بر روند آینده بازار آهن تأثیر خواهد گذاشت؛ وضعیت اقتصادی کلان، نرخ ارز، سیاستهای دولت و تقاضای جهانی برای فولاد از جمله متغیرهایی است که بر وضعیت قیمت آهن آلات اثرگذار خواهد بود.
با این اوصاف پیشبینی دقیق روند آینده بازار آهن دشوار است اما به نظر میرسد که عوامل نزولی در حال حاضر بر بازار حاکم است از همین رو خریداران باید با احتیاط عمل کرده و به دقت تحولات بازار را رصد کنند.
روز گذشته شاهد یکی از نادرترین روزهای معاملاتی در بورس کالا بودیم، به طوری که عرضههای اعتباری بدون هیچ رقابتی معامله شدند. این اتفاق نشاندهنده وخامت اوضاع بازار و فشار روانی منفی حاکم بر آن است.
دلایل متعددی را میتوان به این افت تقاضا نسبت داد که از مهمترین آنها میتوان به موارد زیر اشاره کرد.
در ادامه میتوانید این خبر را نیز مطالعه کنید: قیمت آهن و ارز بر مدار کاهش
گفتنی است روز دوشنبه در تالار صنعتی بورس کالا، 135.345 تن شمش بلوم فولادی از مجموع 261.719 تن حجم کل عرضه، معامله شد که این رقم معادل 51 درصد از کل حجم عرضه را تشکیل میدهد.
قیمت میانگین موزون شمش فولاد 211.406 ریال (حدود 23.255 تومان به همراه مالیات بر ارزش افزوده) گزارش شد؛ این قیمت 5 تومان پایینتر از نرخ متوسط پایه (211.462 ریال) و 340 تومان پایینتر از قیمت معاملاتی میانگین موزون در 10 اردیبهشت (214.805 ریال) برآورد شد.
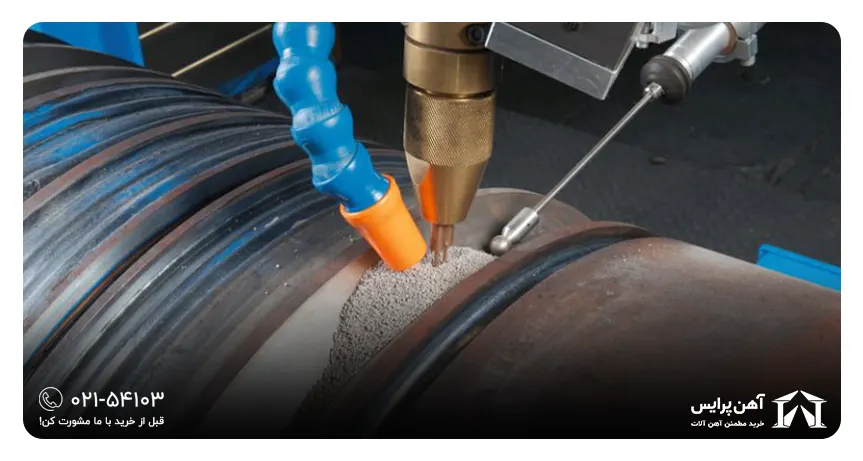
لولههای آهنی در سازهها و سیستمهای مختلف نقشی اساسی در انتقال سیالات و حفظ عملکرد آنها ایفا میکنند. اتصال این لولهها به یکدیگر از طریق جوشکاری انجام میشود که نقشی اساسی در استحکام و کارایی سیستمهای لولهکشی ایفا میکند. انتخاب روش مناسب جوشکاری برای لولههای آهنی به عوامل مختلفی از جمله ضخامت لوله، نوع ماده، کاربرد نهایی و الزامات کیفی بستگی دارد...
آهن پرایس: لولههای آهنی به طور گستردهای در صنایع مختلف از جمله نفت و گاز، پتروشیمی، ساختمان و تاسیسات استفاده میشوند. اتصال این لولهها به یکدیگر از طریق جوشکاری انجام میشود که نقشی اساسی در استحکام و کارایی سیستمهای لولهکشی ایفا میکند. در این مقاله به بررسی انواع روشهای جوشکاری لولههای آهنی، مراحل انجام هر روش، مزایا و معایب هر روش، و همچنین عوامل مؤثر بر کیفیت جوش میپردازیم.
انتخاب روش مناسب جوشکاری برای لولههای آهنی به عوامل مختلفی از جمله ضخامت لوله، نوع ماده، کاربرد نهایی و الزامات کیفی بستگی دارد. در این مقاله، به طور مفصل به بررسی 8 روش رایج جوشکاری لولههای آهنی، شامل SMAW، GMAW، SAW، GTAW، جوشکاری اصطکاکی، Scrd، BW و جوشکاری با شعله اکسی استیلن میپردازیم.
علاوه بر انتخاب روش مناسب، عواملی مانند تمیزکاری لبهها، انتخاب الکترود یا سیم جوش مناسب، تنظیم صحیح دستگاه جوش، استفاده از تکنیک صحیح جوشکاری و بازرسی نهایی جوش، در کیفیت نهایی جوش تاثیرگذار هستند. در نهایت، نکات ایمنی مربوط به جوشکاری لولههای آهنی نیز در این مقاله ارائه میشود.
جوشکاری لولههای آهنی نقشی اساسی در صنایع مختلف از جمله نفت و گاز، پتروشیمی، ساختمان و تاسیسات ایفا میکند. از این جهت که نوع جوشکاری لوله در قیمت لوله آهنی اثرگذار است، بهتر است با انواع روشهای جوشکاری لولههای فولادی آشنا شنوید. از نحوه تأثیرگذاری نوع جوشکاری بر قیمت لوله آهنی میتوان به موارد زیر اشاره کرد.

با این حال، عوامل دیگری نیز وجود دارد که بر قیمت لوله آهنی تاثیر میگذارند، از جمله:
بنابراین، نمیتوان به طور قطعی گفت که نوع جوشکاری چه نقشی در قیمت لوله آهنی دارد. این امر به عوامل مختلفی بستگی دارد که در بالا ذکر شد.
در نهایت، برای اطلاع دقیق از قیمت لوله آهنی با توجه به نوع جوشکاری، ضخامت، جنس و سایر مشخصات، باید با فروشندگان و کارشناسان لولههای آهنی مشورت کنید.
در ادامه این مقاله به بررسی انواع روشهای جوشکاری لولههای آهنی و فرایند هر کدام میپردازیم.
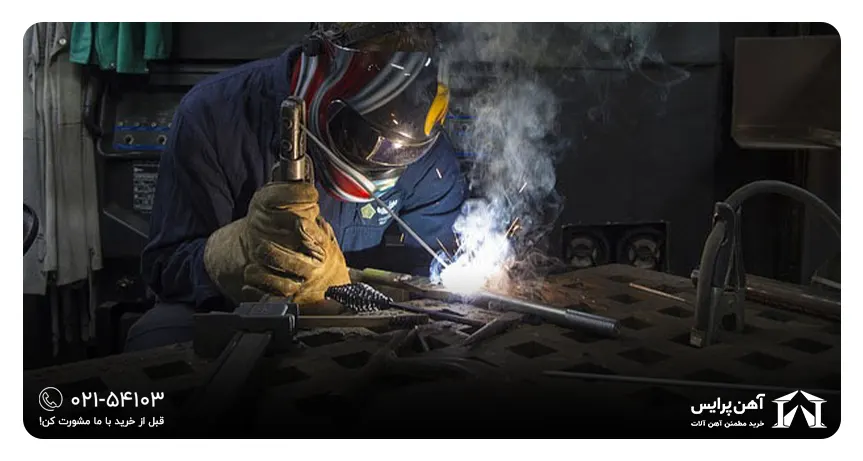
این روش یکی از رایجترین روشهای جوشکاری برای لولههای آهنی است. در این روش از یک الکترود مصرفی با روکش معدنی استفاده میشود که قوس الکتریکی و فلز مذاب را برای ایجاد اتصال ایجاد میکند.
جوشکاری SMAW به دلیل سادگی، انعطافپذیری و مقرون به صرفه بودن، برای طیف گستردهای از کاربردها مناسب است. این نوع روش جوشکاری چندان پیچیده نیست و از نظر اقتصادی هم مقرون به صرفه است اما از طرف دیگر دود و سرباره زیادی دارد و به مهارت بالا نیاز است.
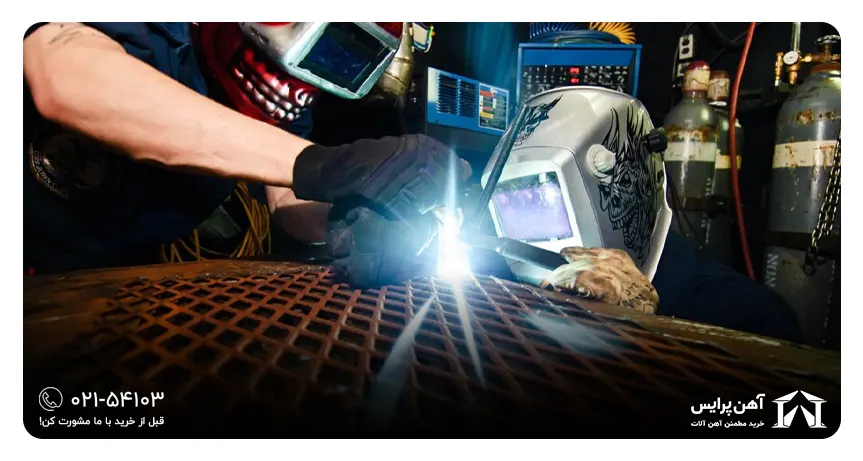
در این روش از یک سیم جوش توپر و گاز محافظ برای ایجاد قوس الکتریکی و محافظت از فلز مذاب در برابر اکسیداسیون استفاده میشود.
جوشکاری GMAW به دلیل کیفیت بالای جوش، نفوذ عمیق و سرعت بالای جوشکاری، برای کاربردهای حساس مانند خطوط لوله فشار بالا مناسب است اما به گاز محافظ و تجهیزات گرانتر نیاز است که ممکن است قیمت لوله آهنی را نیز تحت تأثیر قرار دهد.
علاوه بر انتخاب روش مناسب، عوامل دیگری نیز بر کیفیت جوش لولههای آهنی تاثیر میگذارند، که از جمله آنها میتوان به موارد زیر اشاره کرد.
جوشکاری لولههای آهنی میتواند خطرات ایمنی متعددی مانند سوختگی، برق گرفتگی، استنشاق دود و گازهای مضر و پرتاب جرقه ایجاد کند. اپراتورها باید از تجهیزات ایمنی مناسب مانند ماسک، دستکش، لباس نسوز و کفش ایمنی استفاده کنند و قبل از شروع کار، آموزشهای ایمنی لازم را ببینند.
جوشکاری لولههای آهنی فرآیندی پیچیده و حائز اهمیت است که نیاز به دانش، مهارت و تجهیزات مناسب دارد. انتخاب روش مناسب جوشکاری، استفاده از مواد و تجهیزات با کیفیت و رعایت دقیق نکات ایمنی، از جمله عوامل کلیدی برای دستیابی به جوشهای باکیفیت و بادوام است.

